






水泥厂SCR脱硝催化剂失活原因及处置利用探讨
来源:徐荣 日期:2024-03-20 访问量:11330 次

SCR不是新生事物,在火电行业已应用多年。早期国外美国、欧洲2个水泥厂也曾使用过SCR脱硝技术,因不能与水泥生产工况融合而未能推广普及。
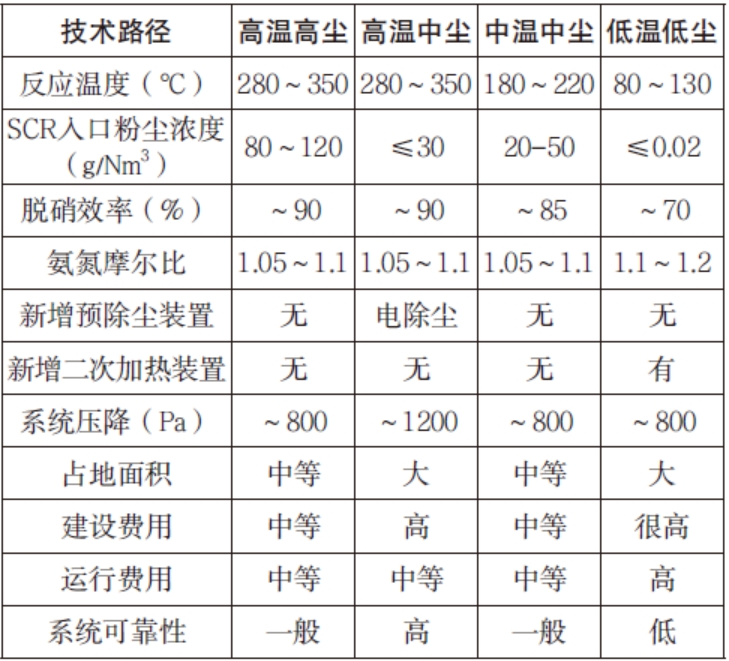
随着技术的发展进步及国内远超于国外的氮氧化物排放要求,SCR开始在国内水泥企业推广。根据使用温度、粉尘浓度不同而推出的不同技术路线均有实践案例。总体来说,实现了水泥行业氮氧化物超低排放的需求。但同时,因为水泥厂高尘、高碱性物料、重金属带入等工况,也存在着系统阻力增大影响生产、催化剂中毒失效、粉尘阻塞管道降低脱硝效果、氨水用量逐渐增大等系列问题。特别是未来催化剂失活后的更换及废催化剂的处置将是水泥企业普遍面临的问题。


1.磨损
水泥厂烟气高温、高尘、高速烟气对催化剂有较大的磨损侵蚀作用。这需要合理的流场设计及整流、风速控制措施使烟气尽量平行于催化剂管道,并使其不集尘。
2.堵塞
包括孔道堵塞和通道堵塞。催化剂微孔的堵塞主要是由于氨水脱硝产生的硫酸铵、硫酸氢铵结晶及细微粉尘导致,隔绝了脱硝催化界面。特别是烟气温度低于320℃时较易发生。通道堵塞主要是由于粉尘积聚导致。这需要合理的烟气温度及除尘设施予以改善。
3.中毒
水泥生产原料多样,相较于火电厂,除煤粉外,还有石灰石、粘土、砂岩等生料配料,开展协同处置的企业还有垃圾、危废、固废、替代原燃料等复杂组分。这就导致可使催化剂中毒的钙、钾、钠等碱金属、碱土及重金属多种多样。铁等元素的硫化物也会导致催化剂中毒。开展协同处置废弃物的水泥企业需格外关注该问题。
基于上述原因,水泥企业SCR催化剂寿命较火电厂要短的多,一般在1.5-2年左右。通过了解少数企业甚至寿命仅有半年,也有企业可以使用将近三年。这与产品质量、工况条件、管理水平等密切相关。

1.再生
对于完好的催化剂,进行再生。通过清灰、物理及化学清洗、植入活性催化剂组分、干燥煅烧等工序实现催化剂再生。催化活性可达到新催化剂的90%左右,成本为更换新催化剂的30%左右。但水泥企业高尘环境下催化剂受磨损影响形态完好度一般,普遍再生效果还有待观察。
2.回收利用
对于无法再生的催化剂需要考虑较好的回收利用途径,对其中的钒、钛、钨组分进行分离提取。包括:湿法冶金工艺酸浸或碱浸工艺提取钒、钨;干法冶金工艺高温焙烧提取钒、钨、铝;组合工艺提取二氧化钛等。
总体来说,现有条件下水泥企业仅能通过选择合适的工艺技术路线及产品、优化工况、提升管理等延长催化剂的寿命。同时尽可能的使废催化剂具备再生条件。进而降低SCR运行成本。而废催化剂的再生利用或无害化处置只能交由具有危废处置资质的专业企业开展,会进一步增加成本。
