






水泥窑协同处置危废要点探讨
来源:徐荣 日期:2024-04-08 访问量:10215 次
水泥窑协同处置危废是实现危废无害化、资源化的最佳技术路线之一。在高温、碱性、熔融的工况条件下,危险废物中的有机组分被焚毁裂解,重金属组分被固化稳定化,实现了危险废物的无害化、替代原燃料化处置利用。水泥窑协同处置危废具有处置量大、处置成本低、无害化彻底、无二次污染风险等优点,目前国内焚烧处置类危废有近50%由水泥企业处置。但同时,危废处置过程中若投加量、预处理、配伍等不合理,会导致熟料质量波动、强度降低、能耗增加、结皮堵塞等问题的出现,限制了水泥企业危废处置能力。
目前水泥窑协同处置危废,比较普遍的工艺路线是破碎-混合-泵送(SMP)半固态处置工艺。国内5000t/d生产线危废经营许可证处置量均在5-10万吨左右。实际处置中普遍在100吨/天左右,年处置量能达到6-7万吨的企业已属于凤毛麟角的高水平企业。

危废带入的有害元素氯、硫、重金属。水泥国标中对氯离子的限值为0.06%,这对入窑危废总氯量产生了硬性限制。同时,为保证窑况稳定,一般水泥企业将熟料氯离子控制在0.025%以内。而危废中高氯含量的处置费往往更高,为解决这一矛盾问题,水泥企业会配套设置除氯设施。但随着处置量的加大,除氯设施产生的高氯窑灰量也相应增多。协同处置危废的水泥企业每天产生的窑灰在20-60吨左右,量已经接近一座垃圾焚烧发电厂飞灰的产生量。窑灰的处置利用也成了水泥企业面临的难题。硫的带入主要会形成硫酸盐矿物加重结皮现象,影响通风及产质量。而重金属在窑内均能得到很好的固化稳定化,符合国标要求。
2.水分
半固态危废在投加过程中会带入大量的水分,水分的过多入窑会导致能耗增加、一氧化碳升高、煤粉燃烧受影响、炉温不稳等问题。一般半固态废弃物水分要求低于55%,并追求在35%左右为佳。
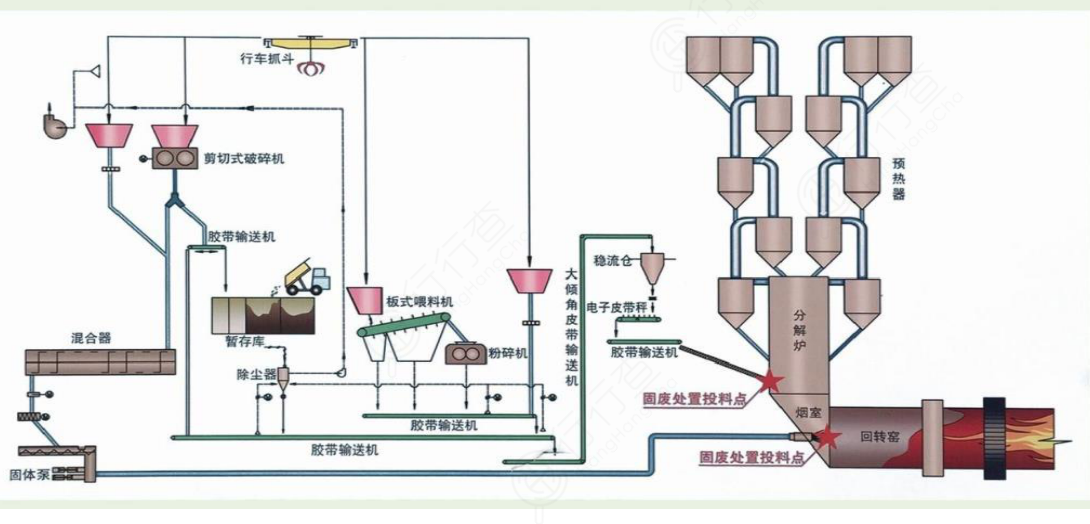
3.投加位置
半固态危废投加位置主要包括:分解炉直投、预燃炉、三次风管口。由于半固态危废无法像生料粉一样拥有稳定的细度及离散度及间歇性下料。直投分解炉难以实现悬浮及充分燃烧,会进一步导致还原气氛、结皮、一氧化碳升高等问题出现。因此,不少企业通过将投加位置移到三次风管口或增设预燃炉。通过此举,实现危废的预热、烘干、充分燃烧及均匀下料。
这其中投资较少易于实现的是以三次风管口作为投加位置。仅需要布设合适的空气炮及开设备用的人工清理孔门。
总之,水泥窑协同处置危废是近年来快速发展的新领域,水泥企业开展协同处置危废后均取得了良好的经济、社会、环境效益。但同时,该领域在运营模式、技术、设备、运营管理等方面还存在巨大的优化提升空间。在可预见的未来,该增量技术是典型的新质生产力,可为我国危固废无害化、资源化处置利用提供有力支撑,也将为水泥企业的发展提供强劲动力。
5月25-27日,由建筑材料工业技术情报研究所、中国硅酸盐学会工程技术分会举办的“第六届水泥窑协同处置废弃物与固废替代原燃料技术交流大会”将在厦门召开。欢迎大家届时参会交流。
